欢迎来到瑞安市恒拓机械有限公司官方网站!
- 24小时服务热线:
- +86-13373869126

![]()
造粒机生产工艺是将磨细的粉料,经过干燥、加胶黏剂,制成流动性好、粒径约为0.1mm的颗粒。一般,使用的胶黏剂应满足以下要求:要有足够的黏性,以保证良好的成型性和坯体的机械强度;经高温锻烧能全部挥发,坯体中不留或少留胶黏剂残留杂质;生产工艺简单,没有腐蚀性,对陶瓷性能无不良影响。干燥成型造粒机常用的胶黏剂如下:①聚乙烯醇水溶液,使用这种胶黏剂进行生产的生产工艺简单,陶瓷气孔率小,加入量为3%~5%。②石蜡的熔点约为50℃左右,具有热塑性,温度升高,黏度降低。温度高于其熔点时可以流动,并能润湿瓷料颗粒的表面,形成一层吸附层,起黏结作用。干压时则是利于它的冷流动性。石蜡用量通常8%左右。③酚醛清漆,用该胶黏剂的生产生产工艺简单、坯体的机械强度较高,加入量约8%~15%。④亚硫酸纸浆废液,这种胶黏剂的配方为:水90%,亚硫酸纸浆废液10%,其加入量为瓷粉料的8%~10%,但生坯强度较低。
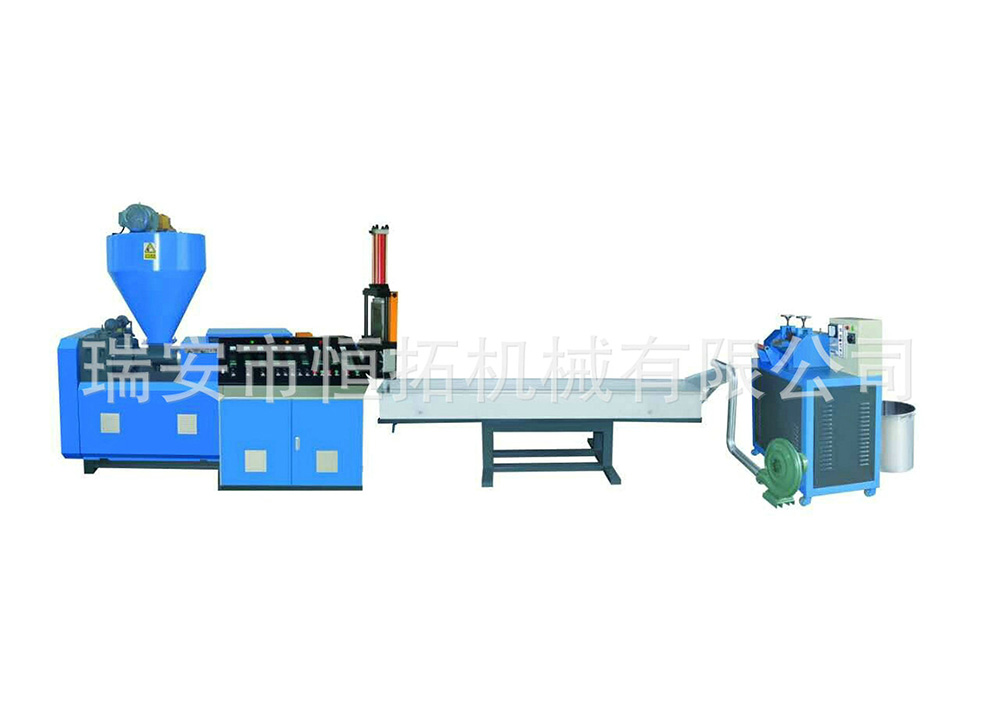
造粒机工作过程中注意事项
1、随时注意机身温度变化,用干净手触摸条子不沾手时,应立即升温。直zhi条子沾手为正常。
2、减速机轴承部位烧手时,或伴有噪音应及时检修,并补充加油。
3、主机轴承室两端轴承部位发烫烧手或有杂音时,要停机检修并加注黄油。正常工作时,轴承室每隔5-6天加黄油一次。
4、注意摸清机子的运行规律;如:机温高低,转速快慢,可根据情况,及时处理。
5、机身运转不稳定时,应注意检查连轴器吻合的间隙是否太紧,要及时调松些。
造粒机的选择
1、用子母机,双螺进料。
2、减速箱要好,里面的齿轮必须经过热处理,轴承可调。
3、变速箱、螺杆、炮筒、机头及磨损部件要用经强度处理,寿命保证1年以上。
4、主要部件要用标准材质。
5、减速器和电机选购厂家生产套装的,不买造粒机厂家自己组装的。
6、要有配电工作柜。
7、设备关键的是螺杆和料筒质量要好。
8、洗料机一定要连续性生产,不需停机换水,用清洗水池,否则效率极低。
9、加温要分段,分段加温要均匀可控。
10、要有配套的废塑料清洗机,采用循环水,不用排放污水。
11、高效节电。
12、机的长径比不能超过20(在16:1—20:1为宜,也就是说螺杆长度是螺杆直径的16—20倍)。
13、型号不得小100,越大产量越高。
14、要有双排气。
15、造粒机法兰(模头)的加热功率十分重要,要按每平方厘米(截面积)2.5W进行设计。